

Assembly on Demand
The Need for Hardware and Software Modularity




After writing five articles on ‘Making Your Product Manufacturable’ you may be surprised to hear me say that those articles covered only one half of the equation. In fact, the articles were laser focused on the parts that must be assembled together to manufacture your desired phone, laptop or car.
However, there is also the ‘Machine that Makes the Machine’. The 5-axis Computer Numerical Control (CNC) milling device which must be programmed to subtract metal from a billet of aluminum to leave a supremely machined phone enclosure. Or the countless industrial robots welding together a car body from hundreds of stamped parts.
These two automated methods are common in the fact that they use precision fixtures to hold the part(s) robustly, while being machined or welded. However, they differ in how quickly they can be swapped over to produce an alternative product.
A 5-Axis CNC, can be reprogrammed offline, and with a new fixture dropped onto the machining bed could be machining an alternative part in a matter of hours.
Analyzing data from in-station and offline metrology tools, offsets in the machining program can be incorporated to ensure Critical to Quality (CTQ) features are qualified and meet specification within a day or two.
Compare this to a vehicle body shop. Reconfiguration for a new product, is a lengthy affair, more akin to conducting open-heart surgery on the production line over multiple weekends.
Installing new robots, retro-fitting fixtures, altering control logic, until months later the updated product can progress fully through the series of stations and pass into the Paintshop.
Often this open-heart surgery is not sufficient, and an entirely new production line needs to be commissioned.

Automotive Bodyshop (photo copyright @ ABB)
Why is Flexibility Sacrificed in Assembly Operations?
An important distinction to make with CNC processes, compared to our Body Shop example. Is that machining is a subtractive manufacturing process, while welding a vehicle body together is an assembly process.
Many subtractive and additive manufacturing processes have undergone a revolution over the past quarter century, driven by advances in CNC and digital fabrication.
This digitalization has enabled tool paths to be generated directly from CAD models, allowing parts to be milled, laser cut, or 3D printed with minimal human intervention, significantly narrowing the gap between design and production.
It is why companies such as Hadrian, Vulcan Forms and Xometry have gained strong market traction, offering flexible part production to both industry and hobbyists alike.
Why hasn’t this happened for Assembly operations?
Why can’t you upload your CAD model of a complete phone and have the manufacturing process planned and executed for you? Why hasn’t the same level of digitalization occurred?
The core difference is that while you can manufacture multiple geometries from a single general purpose platform, such as a 3D printer. Assembly requires configuring many subsystems, robots, conveyors, fixtures, in a precise sequence. It is not one machine, but many coordinated ones.
Mixed in with this coordination are many different process types, from welding, gluing, fastening, and even some forming processes such as bending or clinching.
This makes hand assembly the default starting point, just as it was for early smartphones and as it is now for humanoid robots.
As process understanding grows, these tasks are slowly broken down into highly detailed sub-tasks and automated. But each step that is automated creates a dedicated process, limiting reusability.
What’s missing is a layer of abstraction. Building blocks that can be configured digitally, to assemble anything. Embedding intelligence into those blocks could unlock the same level of code-driven agility exhibited by today’s best CNC tools.
Industry 4.0 promised this, but in practice it layered rules-based software on top of rigid, single-purpose machines. The result, very little improvement, in speed or flexibility.
Hardware needs to be designed from the outset to be configurable, discoverable, and reprogrammable, so changeovers feel like software updates.

Hand-Assembly of Optimus (Teslarati https://www.teslarati.com/tesla-optimus-pilot-production-line/)
Preparing for Automation
Using humans is the most flexible assembly process, because of our general intelligence and dexterity.
We can be trained to perform a range of tasks using a multitude of tools. This makes it simple to configure us into a long production line of processes as distinct as we are.
When competition is limited, unit price high, and product iterations fast, there is little incentive to move away from this model.
However, as competition increases, pressure is put on cost, quality and throughput, driving firms to make capital investments in automation to lower operating costs in order to improve or protect margins.
However, there are limits.
You must design your product, so that it can be assembled via automated means, otherwise you will end up supplementing these processes with hand rework and quality checks, slowing down production and increasing cost.
You need to consider how you are going to ‘Make your Product Manufacturable’.
This means reducing part count, either through elimination or combining parts into a single structure, such as Tesla’s Gigacasting. Doing so shortens assembly sequences and removes opportunities for failure.
Selecting the correct assembly datum features and applying them consistently throughout the process simplifies your tolerance chain making it more likely that the final product meets design specifications.
Further, assembling two parts together in a single orientation, rather than using a complex motion such as toeing in, simplifies fixture and end-of-arm tooling. This allows for repeatable location, and because motion is simpler it can be executed at faster speeds.
Automated handling is also aided by simplifying component geometry at clamping points, prioritizing shapes that are easy to grip and locate with end-effectors.
None of this means that design-for-automation rules should come at the expense of creating an exceptional product. As Sam Altman puts it, “Until you build a great product, almost nothing else matters.”
Many processes that were historically difficult or uneconomical to automate are now achievable using robots with more manipulation axes, combined with vision and force feedback.
The advance toward humanoid robots in production environments increases the scope of what can be automated. But this may not be the most efficient, there may be faster, cheaper and more robust ways of automation.
It is why, when you look at any production line that was previously manual, the machine that replaces a manual process looks very different.
The thought process behind automation is important, one which rewards simplicity.
Therefore, any automation effort should begin by decomposing the task into its simplest actions and reasoning from first principles about how each one is executed.
That process inevitably involves questioning the constraints imposed by the design, while preserving the intent and quality of the product.

Example of replacing human with humanoid robot in the loop (left), rather than rethinking the process to maximize speed and efficiency (right)
The Machine that Makes the Machine
Now that we have a design that can be assembled via automated means, we can consider those automation building blocks.
Taking a CNC milling process, it can be decomposed into a software recipe (G-code), work holding (fixture), tool (cutter), tool manipulation (gantry), and part loading (human or robot).
Many of these blocks are explicitly designed to be variable. Tools, fixtures, and programs can be swapped for standard or custom alternatives. A drill replaced with an end mill or a soft jaw vice exchanged for a dedicated casting fixture, for example.
However, there are elements, such as the machine bed or gantry, which remain fixed. Their drives and motors simply respond to new instructions via standardized control interfaces.
Assembly lines rarely enjoy this separation.
When changing from one joining process to another, or reconfiguring for a new product, not only do tools need to change. Fixed elements like robots, dedicated fixtures, and material storage often must be repositioned, replaced, or incorporated.
If flexibility is not designed in from the outset, changeovers become slow, invasive, and expensive.
To avoid this, assembly systems must be designed around a Single-Minute Exchange of Die (SMED) philosophy. Where the line behaves like a construction kit, reconfigurable in hours rather than weeks or months.
Making this practical requires quick interchangeability across the entire machine architecture. This interchangeability spans several tightly coupled dimensions, forming several tiers of modularity, as shown by the infographic below:

The Building Blocks of an Autonomous Factory maximizing Speed, Flexibility and Reusability.
Every element of the mechanical design and controls are digitized, allowing manufacturing engineers to take an assembly or test specification and convert it instantaneously into an assembly station design, ready to be inserted into the production line.
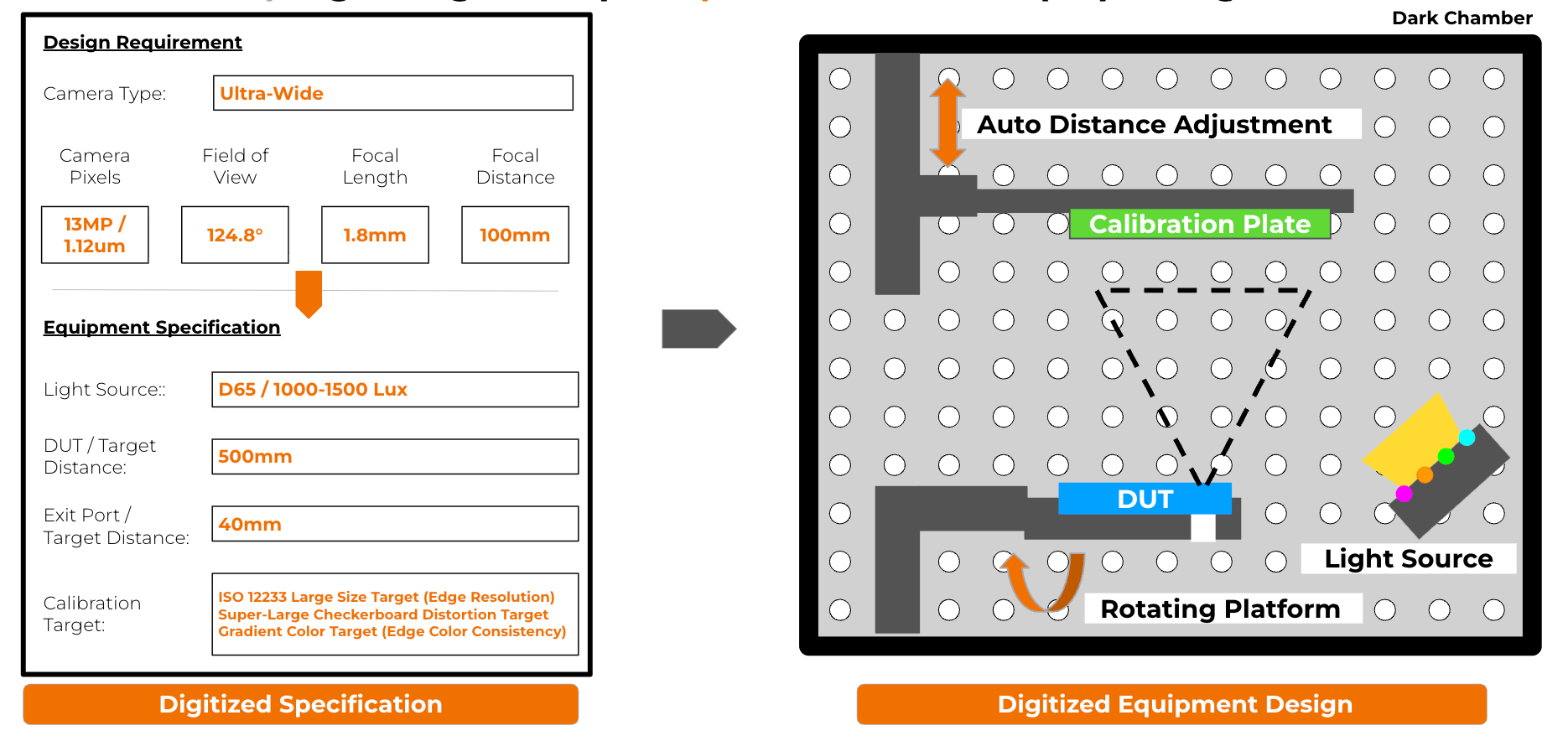
Autonomous Line Design from Product Specification to Fully Architected Assembly Station.
Getting to an Autonomous Factory
In the end, hardware alone is not the answer. Automation only delivers real leverage when machines, software, design tools, and supply chains are considered as a single system.
Building great products at scale will increasingly depend on software-defined machinery, generative design tools, and architectures that can flex across existing supply chains, from casting and machining to SMT and final assembly.
Autonomous manufacturing systems must be designed from first principles, not layered on top of rigid automation.
As sensing, vision, and robotic dexterity continue to improve, and critically, as their cost and cycle time fall, the boundary of what is practical will keep moving, favoring systems designed for adaptability rather than brute-force automation.
📚Thanks for Reading
If you enjoyed this article, check out the ‘Making Your Product Manufacturable Series’:
 | A guest post by
|
 | A guest post by
|
 | A guest post by
|
Enjoyed the read!